
Soğutma Sistemi Seçimi İçin Pratik Hesaplama
Soğutma sistemi seçimi için pratik hesaplama nasıl yapılır?
27-09-2022
Plastik endüstrisi, soğutma uygulamalarına en fazla ihtiyaç duyulan sektörlerden biridir.
PLASTİK ENDÜSTRİSİNDE SOĞUTMA SİSTEMLERİ VE UYGULAMALARI
Plastik endüstrisi, soğutma uygulamalarına en fazla ihtiyaç duyulan sektörlerden biridir. Bu nedenle soğutma uygulamalarında kullanılacak yöntemin bilinçli seçilmesi gerekir. İmalatta kullanılan kalıpların soğutulması, özellikle ürün kalitesi açısından önemlidir. Plastiğin cinsine göre kalıpların belirli sıcaklık değerleri arasında tutulması gereklidir. Gerektiği gibi soğutulamayan kalıplarda imal edilen ürünlerde yüzey pürüzlülüğü yüksektir ve renk değişimi görülebilir. Ayrıca, yeterli soğutmanın yapılamaması sonucu kalıpların açılıp kapanma süreleri uzar ve üretim kapasitesi düşer. Makinelerin düzgün ve verimli çalışabilmesi için, kullanılan yağın da uygun şekilde soğutulmasına ihtiyaç vardır. Aksi takdirde performans düşer ve aşınmalar aflar. Bu durumda enerji kaybının artmasının yanı sıra, makine ömrü de kısalacaktır. Yağ soğutma işleminin doğru şekilde yapılması durumunda bu sorunlar önlenecektir.
Proses soğutma uygulamalarında enerji verimliliği giderek daha da ön plana çıkmaktadır. Tesislerde enerji tüketiminin büyük kısmını yaratan soğutma sistemlerinin dizaynları bu durumdan etkilenmekte, doğal kaynakların verimliliği arttırma amaçlı kullanımı için alternatif sistemlere yönelim artmakta, daha az enerji tüketimi yaratan sistemler geliştirilmeye devam etmektedir. Plastik endüstrisinde soğutma uygulamalarında doğal soğutma (free cooling) sistemi enerji tasarrufunda oldukça önemli işlev görmektedir.
PLASTİK ENDÜSTRİSİNDE KALIP VE YAĞ SOĞUTMA SİSTEMLERİ
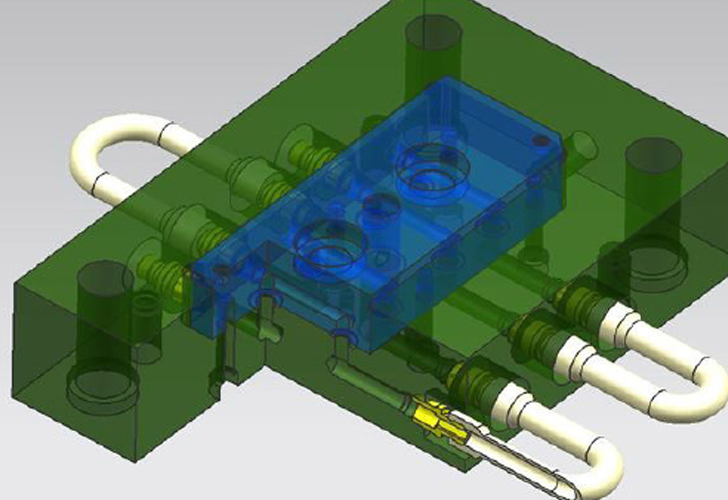
1. KALIP SOĞUTMA
Plastiğin kalıba dolarak eriyik olması için verilen ısı, kalıba dolduktan sonra katılaşma süresince geri alır. Plastik malzemenin kalıp içine enjeksiyonu malzeme cinsine bağlı olarak yaklaşık 200 0 C sıcaklıklarda yapılmakta (bkz. Tablo l) ve kalıp ortalama sıcaklığının yükselmesine sebep olmaktadır. Soğuma işlemi enjeksiyon çevriminin en uzun bölümünü oluşturur, bu yüzden mümkün olduğunca kısa zamanda kalıptan büyük miktarda ısı çekilmeye çalışılır. Kalıp tasarımının en belirsiz kısmıdır, çünkü duruma etki eden çok parametre vardır ve bunları tamamen içeren bir denklem yazmak mümkün değildir. Isı geçişinin temel kanunları göz önünde bulundurularak ve ampirik yöntemlerle elde edilen tavsiyelere dayanılarak bazı hükümler çıkarmak mümkündür.
* İmalat sırasında kalıpların soğutulması ürün kalitesi ve kapasitenin arttırılması için önem teşkil etmektedir. İmal edilen plastiğin cinsine göre kalıp belli bir sıcaklıkta tutulmalı böylece üretimin hatasız yapılması hedeflenmelidir. Gerektiği gibi soğutulmayan kalıplarda kireç oluşumu, ürün yüzeylerinde pürüzlülük, defolar ve renk değişimleri görülebilir. Yeterli soğutulmayan bir kalıp, üretim-çevrim süresini uzatacağı için kapasitede düşüşe sebep olur. Plastik enjeksiyon kalıplarında soğutma işlemi, kalıbın çeşitli kısımlarına açılan deliklerden devamlı su akımı sağlamak suretiyle yapılır. Soğutma sıcaklığı, iş parçasının ölçüsüne, biçimine ve kullanılmakta olan malzemenin cinsine bağlıdır .
* Kalıbın tasarımı soğutmanın verimi açısından oldukça önemli bir parametredir. İyi bir soğutma sağlanması sadece soğutma suyu sıcaklığına ve kalıp içerisinden geçen soğutma suyunun debisine bağlı değil, önemli ölçüde kalıptaki soğutma sistemi tasarımına da bağlıdır. Kalıbın soğutma tasarımı homojen bir yapıya sahip olmalıdır. Homojen soğutma, kalıbı soğutmakla görevli akışkanın, kalıba girdiği ve kalıptan çıktığı noktalar arasında oluşan sıcaklık değişmelerini en aza indirmesi anlamına gelmektedir. Soğutma ortamının kalıp duvarında yaklaşık üniform bir sıcaklık profilinin oluşumunu sağlayacak şekilde olması gereklidir . Soğutma için kullanılacak suyun temizliği dikkat edilmesi gereken bir diğer noktadır.
* Soğutma suyu oksitlenme yaparak kanalların arasını zaman içerisinde çürütmektedir. Paslanmaz çelik kullanmak uygulamada avantaj sağlamaktadır. Soğutma suyu kireç ve kirlerden arındırılmış olmalıdır. Su içerisinde bulunan kir ve kireç zamanla, soğutma kanallarının köşelerinden ve birleşme yerlerinde birikmeye başlayarak, tıkanmalarına sebep olur. Özellikle soğutma kanal çapları küçükse ve soğutma kanalları kalıp içerisinde çok fazla dolaşıyorsa, zaman içerisinde önce kanal çaplarının azalması ve daha sonra tıkanması kaçınılmazdır. Bu durumda kalıp soğutma verimliliği giderek düşecek, kalıp çalışması yavaşlayacaktır. Soğutma kanallarının tıkanması daha sık kalıp bakımı gerektirerek kalıp bakım süresinin uzamasına ve gereksiz maliyet artışına sebep olur. Pas ve kireç tabakası izolatör görevi yaparak, kalıp sıcaklığının, soğutma suyuna aktarılmasını güçleştirir. Soğutma sistemi verimliliğini artırmak için, soğutma kanalları içerisindeki tortu ve kireçlenmelerin önüne geçmek gereklidir . Bu amaçla soğutma sistemine verilen suların kum filtresi, su yumuşatma cihazlarından ve PH kontrolünden geçirilerek verilmesi önemlidir. Sistemdeki suyun PH dengesini korumak için dozajlama pompalaması yapmak gerekecektir.
* Plastik hacim kalıplarında suyun etkili olmadığı veya su ile soğutmanın kalıba ve kalıplanan parçaya zarar verdiği hallerde basınçlı havayla soğutma işlemi gerçekleştirilir. Hava ile yapılan soğutmanın etkisi su soğutmalı sistemlere nazaran daha yavaştır. Bu nedenle et kalınlığı az ve kalıp sıcaklığının çok fazla değişmesi istenmeyen kalıplama işlemlerinde kullanılır.
2. HİDROLİK YAĞ SOĞUTMA
a. Plastik enjeksiyon kalıplarında soğutma sistemine ek olarak yağ soğutması bir diğer önemli konudur. Daha verimli bir üretim yapılması için makinelerde kullanılan yağın da uygun şekilde soğutulmasına ihtiyaç vardır. Akışkan güç çevriminde ısı üretimi engellenemez bir sonuçtur. 71°C\\\'in üzerinde çalışma sıcaklığında kimyasal reaksiyonlar oluşur ve yağın özelikleri değişir. Bir hidrolik sistem tasarımında en yüksek sıcaklıklı hava şartlarında bile maksimum yağ sıcaklığının 60°C\\\'yi geçmemesi önerilir.
b. Yağ soğutmasının gerektiği gibi yapılamadığı durumlarda, hidrolik yağının sıcaklığı yükselir ve viskozitesi düşer. Hidrolik yağ sıcaklığındaki aşırı yükselme, yağ içerisindeki asit miktarını artırır. Artan asit miktarı, pistonlarda sızdırmazlık amaçlı kullanılan yağ keçelerini aşındırarak deforme olmalarına neden olur. Yağ keçelerindeki bu deformasyon yağın pistonların keçelerinden sızmasına sebebiyet verir. Piston keçelerinden sürekli sızan hidrolik yağ, büyük miktarlarda yağ kaybına yol açtığı gibi makine ve atölye kirliliğine de sebep olmaktadır.
c. Buna ilave olarak, yağ sıcaklığının yükselmesinden dolayı düşen viskozite (akışkanlığın artması) nedeniyle yeterince hidrolik güç uygulanamaz. Hidrolik güç kaybı enjeksiyon makinesinin normal fonksiyonlarında çalışmasını engeller. Bu durum alınan baskı sayılarında azalmaya ve buna bağlı olarak da üretim kaybına sebep olur.
Hidrolik sistemlerde yağa geçen ısı miktarı hesabında, pratik bir yöntem içinde, yaklaşık olarak, motor gücünün %25 - %30\\\'u arasında bir değer alınabilmekle birlikte, yapılacak hassas hesaplamalarda imalatçı firmanın verdiği değerlerin kullanılması tavsiye edilmektedir. Uygulamalarda genellikle, yağ soğutma için ortalama 29 - 35 °C civarında soğutma suyuna ihtiyaç duyulmaktadır. Bu tip yüksek soğutma suyu sıcaklıkları için su soğutma kuleleri ve kuru soğutuculardan elde edilecek soğutma suyu yeterlidir. Yağ soğutma için mekanik soğutma uygulaması yapılması gereksizdir ve enerji verimliliği yönünden oldukça olumsuz bir durumdur. Mekanik soğutma uygulaması aynı zamanda çok daha pahalıdır (Bu tarz hatalı, gereksiz enerji kullanan uygulamalara plastik sektöründe sıklıkla rastlamak mümkündür). Bu etkinin yanı sıra, mekanik soğutma suyunun yağ soğutma için istenen değerlerden çok daha düşük olması nedeni ile ters etki yaparak yağ viskozitesinin yükselmesine ve hidroliğin aşırı soğuması sonucunda sorunlara sebep olabilmektedir. Bunun önüne geçmek için küresel vanalarla su sıcaklıkları kontrol edilebilir. Tesislerde yağ soğutma sistemleri ile mekanik sistemlerin ayrı devreler olarak kurulması tavsiye edilen uygulamadır. Yağ soğutmada açık devre olması nedeniyle kule suyunun doğrudan kullanılması eşanjörlerde kirlenmeye neden olur. Bu nedenle de yağ soğutma için kapalı devre kule suyu kullanımı veya kuru soğutucu kullanımı önem arz etmektedir.
Hidrolik yağı soğutmak için yaygın olarak gövde-boru, plakalı ve kanatlı-boru olmak üzere üç tip ısı değiştiricisi kullanılmaktadır. Gövde borulu ısı değiştirici, kapalı bir silindir içinde bir dizi borudan oluşmaktadır. Yağ küçük çaplı boruların içinden ve ısıyı alan akışkan (genellikle su) ise küçük boruların etrafından akar. Yağın izlediği yol tek geçişli (yağ bir uçtan girer, diğer uçtan çıkar) ya da çift geçişli (yağ bir uçtan girer, diğer uçta U dönüşü yaparak girdiği uçtan ısı değiştiricisini terk eder) yapılabilir. Kanatlı-borulu ısı değiştiricileri yağdan havaya ısı geçişi için kullanılır. Hava, ısı değiştiricisi içerisinden doğal olarak akar veya bir fan vasıtasıyla cebri olarak geçirilebilir. Eğer yağ soğutucu hareketli bir makinede kullanılıyorsa, o soğutucu genellikle kanatlı-borulu tiptedir. Yağ soğutucular basınca dayanıklı yapılmaz, devrede geri dönüş hattına monte edilirler.
3. KALIP VE YAĞ SOĞUTMA SİSTEMLERİ
Plastik endüstrisinde, kalıp ve yağ soğutmada kullanılan temel sistemler şunlardır:
a. Su Soğutma Kuleleri
b. Chiller (Soğuk Su Üretici Cihazlar)
c. Chiller ve Entegre Doğal Soğutma Bataryalı Sistemler (Free Cooling Chiller)
d. Kuru ve Islak Kuru Soğutucular
Soğutma sistemi seçimi için pratik hesaplama nasıl yapılır?
27-09-2022
Plastik endüstrisi, soğutma uygulamalarına en fazla ihtiyaç duyulan sektörlerden biridir.
27-09-2022
Ürünün yüzey veya şekil bozukluğu, mukavemeti ve ürünün kalıptan eksik çıkması gibi problemlerin ortadan kaldırılması için çözüm kalıbın sıcaklığının sabit tutulmasıdır.
27-09-2022

Kompresörler; endüstriyel soğutma yapan gazlı soğutucu gruplarının (chiller) ve iklimlendirme sistemlerinin kalbi olarak nitelendirilirler.
27-09-2022
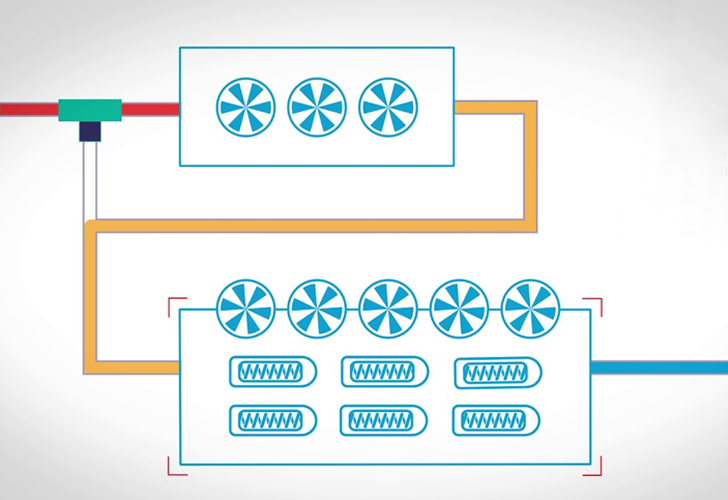
Entegre doğal soğutma bataryalı gruplar proses soğutma uygulamaları için ciddi enerji tasarrufu sağlayan alternatif sistemdirler.
27-09-2022
array(4) {
["type"]=>
int(8192)
["message"]=>
string(89) "str_replace(): Passing null to parameter #2 ($replace) of type array|string is deprecated"
["file"]=>
string(94) "/home/industrialfrigoc/public_html/app/vendor/thingengineer/mysqli-database-class/MysqliDb.php"
["line"]=>
int(554)
}